什么是阳极氧化?阳极氧化是精加工铝和其他金属制成的零件的关键。了解阳极氧化的工作原理以及为什么它是 CNC 加工和制造的重要组成部分。
什么是阳极氧化?
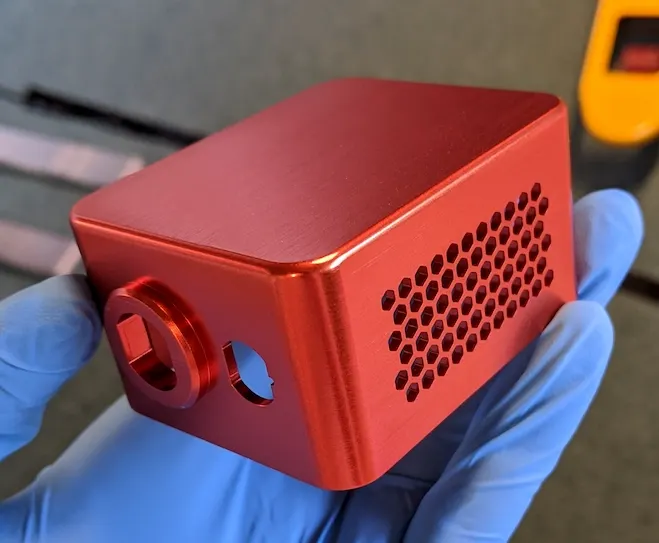
阳极氧化是制造铝制 CNC 加工零件的关键步骤。阳极氧化是一种电化学工艺,涉及在金属部件上涂覆氧化表面层,可使部件更加坚固和更具吸引力的光洁度。虽然阳极氧化处理最常见于铝,但其他基材也可以进行阳极氧化处理,包括镁和钛。
阳极氧化可确保零件能够抵抗腐蚀和长时间使用的磨损,并在任何条件下保持其外观。在许多情况下,制造商将零件发送给专门从事阳极氧化的第三方服务提供商,类似于当您需要热处理、回火或电镀时。
最常见的阳极氧化类型是 I 型(铬酸阳极氧化)、II 型(硫酸阳极氧化)和 III 型,也称为硬涂层。每种类型的阳极氧化都适用于不同的材料,并具有自己独特的制造参数。尽管每种类型都有特定的优点和缺点,但它们的工作方式都相对相同。
阳极氧化是如何工作的?
了解阳极氧化工作原理的最简单方法是名称。要对零件进行阳极氧化处理,请将其连接到电路的正极端子,也称为阳极。然后将零件浸入酸性电解质浴溶液中。该溶液包含磷酸钠等化合物,它们使浴槽充满正离子和负离子。
一旦零件被浸没并固定在吊架上,使其不会四处移动,您就可以将电路的负极或阴极施加到浴槽中的金属电极上。当您通过电路发送电压时,负极从零件中吸引正离子(阳离子),而铝零件从溶液中吸引负 O2 离子(阴离子)。
当正铝离子离开零件表面时,它会变得多孔,与负 O2 离子反应,形成一层氧化铝。
让我们将该过程分解为以下简单步骤:
- 将零件变成带正电荷的阳极
- 将金属板变成带负电荷的阴极
- 将两者浸入酸性浴中
- 施加电压
- 从零件中减去铝离子,形成气孔
- 将氧离子吸引到零件表面
- 反应形成坚硬、耐腐蚀的氧化铝层
你如何阳极氧化铝?
以下是阳极氧化的详细介绍以及为什么它是理想的精加工工艺(对于定制铝零件至关重要)。我们涵盖正确的货架、清洁和蚀刻、去污、着色、密封、固化和包装。
阳极氧化的参数和性能是什么?
以下是阳极氧化时要考虑的参数:
- 时间
- 电压
- 电解质成分
- 电流密度
- 温度
- 阳极氧化制度
- 预处理
当您调整这些参数时,通过阳极氧化修改的材料属性包括:
- 硬度
- 颜色
- 孔隙 度
- 厚度
- 耐腐蚀性
- 生物相容性(例如用于医疗植入物)
就厚度而言,被阳极氧化的零件在酸性溶液中花费的时间越多,孔隙就越深,氧化铝层越厚。阳极氧化涂层的厚度范围为 8-16 μm,硬涂层的厚度范围为 35-50 μm。
阳极氧化和电镀有什么区别?
如果您熟悉电镀,您可能会认识到阳极氧化在许多方面都相似。比较这两种工艺绝对有助于理解阳极氧化是制造 CNC 铝制零件的独特而重要的步骤。
与阳极氧化类似,电镀涉及将零件放入电解液槽中并对其施加电荷。主要区别在于,电镀时,零件带负电,成为阴极而不是阳极。
阳极涂覆在一块所需的电镀材料上,例如金。与阳极氧化一样,该电路允许带正电的离子流向阴极(零件)。这些离子在零件上涂上一层薄而均匀的涂层。
阳极氧化在实践中是如何工作的?
阳极氧化与许多其他精加工工艺一样,遵循相同的粗略笔触。在实践中,这意味着您应该遵循以程:
- 准备表面
- 阳极氧化
- 清洁零件
- 添加颜色
- 密封毛孔

准备表面
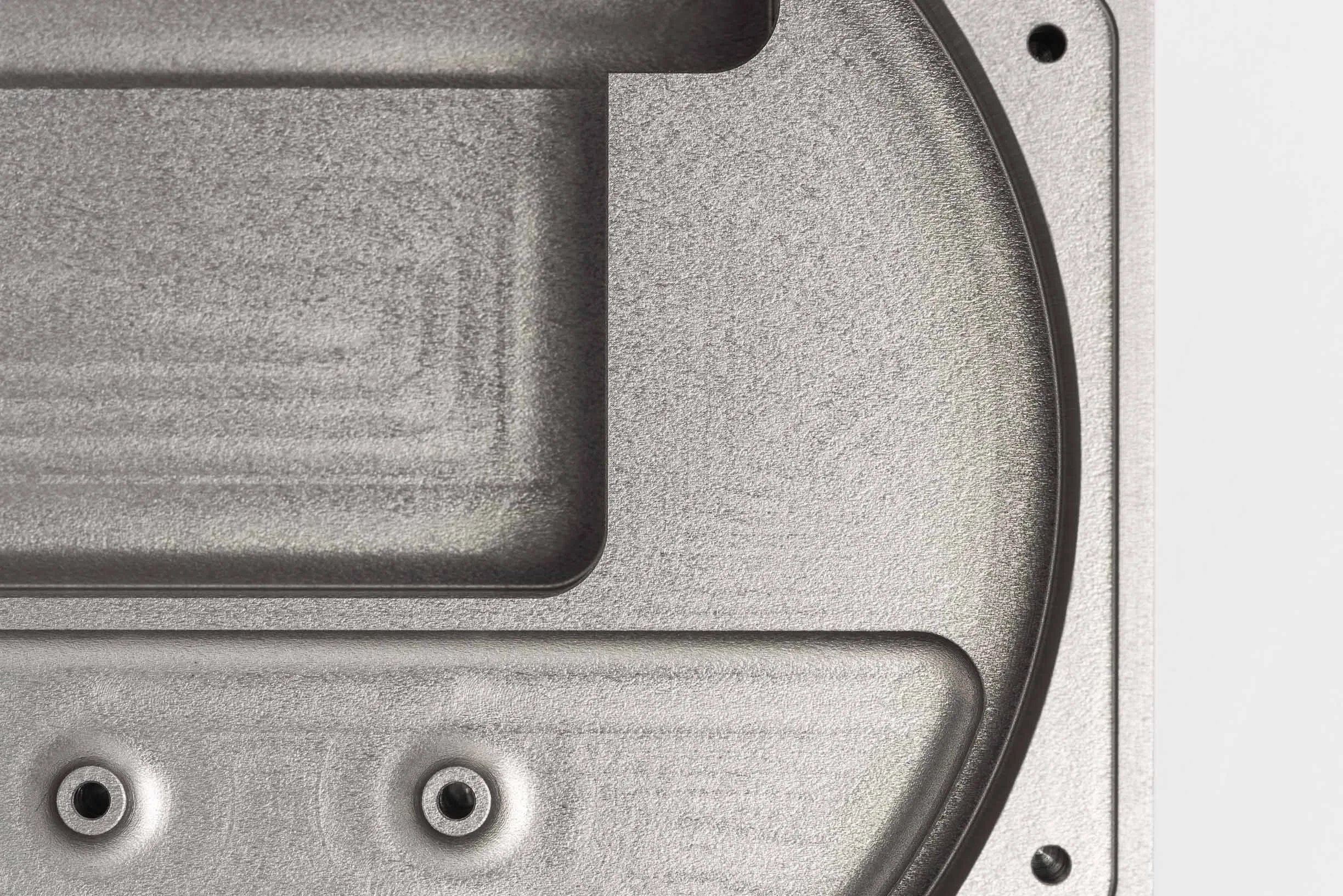
在对零件进行阳极氧化之前,您必须通过机械和化学手段准备其表面。首先,对表面进行抛光或喷砂处理,以确保您的部件具有所需的视觉外观。喷砂将使您的零件具有自然的哑光效果,而刷涂将使您的零件具有拉丝外观。
您在阳极氧化之前使用的化学品会影响零件的光泽度。例如,蚀刻将使您的零件具有光滑的缎面效果。要获得有光泽的饰面,您需要使用光亮浸渍或化学抛光。
接下来,用去离子水和其他溶剂冲洗零件以去除杂质,包括机油和冷却液等加工残留物。将冲洗过的部件放入氢氧化钠 (NaOH) 和硝酸 (HNO3) 的化学浴中,以冲刷金属的顶层。如果您已经对零件进行了机械处理,则此步骤并不总是必要的。
您还可以遮罩零件的区域,以防止在那里形成阳极氧化表面。
阳极氧化
接下来,将一个或多个零件放入连接到电路的阳极氧化槽中。参数可以根据上述所需属性而变化,包括溶液成分、温度、电流密度、电压和时间。
清洁零件
阳极氧化后,您必须用去离子水和溶剂清洁零件。之后不要忘记擦干零件。这样可以去除多余的溶液,并为零件的彩色光洁度做好准备。
添加颜色
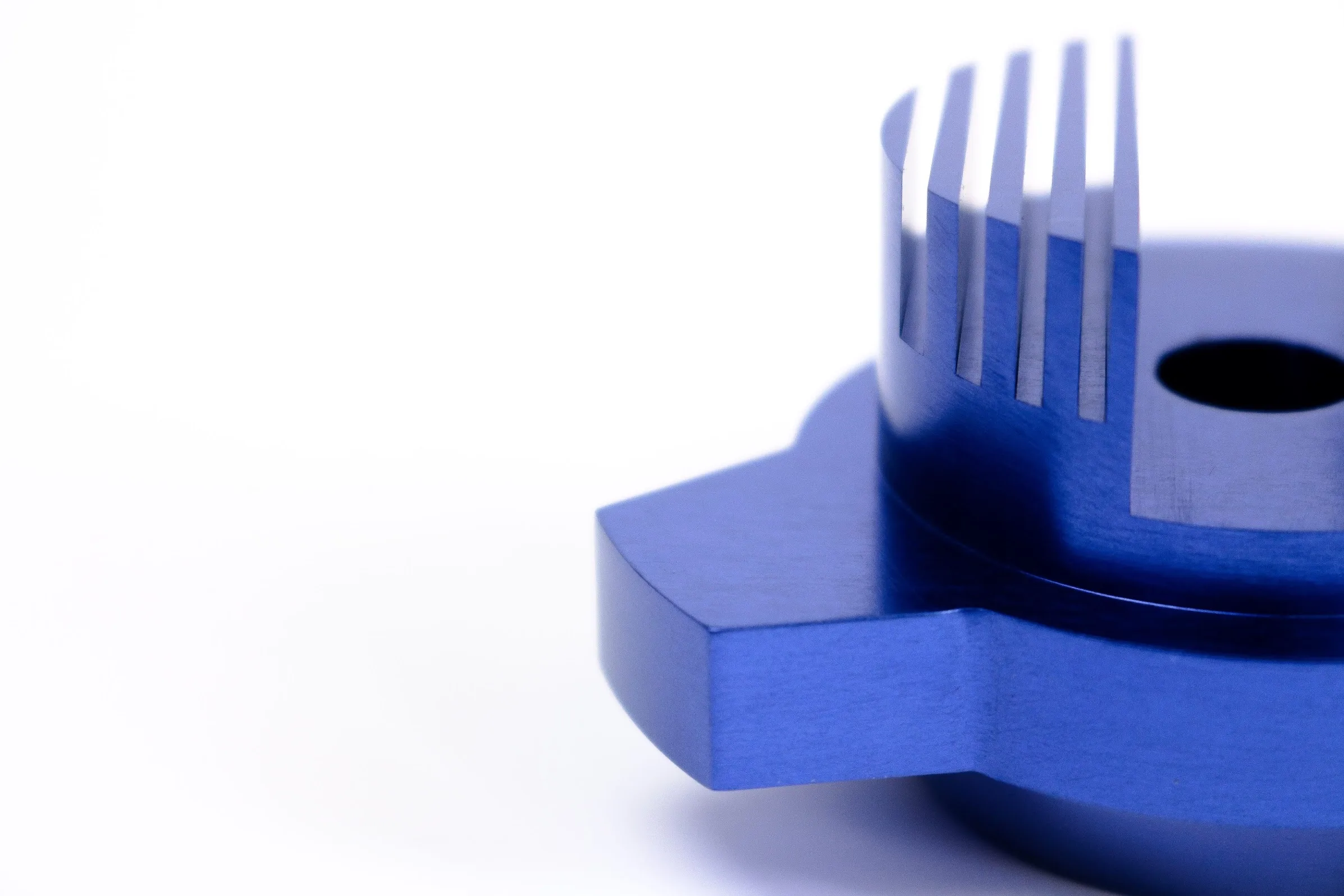
您可以在阳极氧化过程中控制零件的颜色。可见光谱的波长(以纳米为单位)可以根据氧化物涂层的厚度进行不同的反射。不同的参数可实现多种颜色。
要使您的零件具有青铜色或黑色饰面,请将零件浸入金属盐溶液中。它们与表面反应,用黑色或青铜色的化合物填充毛孔。这个过程称为电解着色。
如果你想要另一种颜色,你可以使用浸渍着色,用染料溶液填充毛孔。将零件浸入染料中后,将其放入加热的去离子水中以阻止任何进一步的反应。浸渍着色是此处详述的着色选项中最不耐用的,因为随着时间的推移,颜色可能会随着紫外线照射而降低。
密封毛孔
阳极氧化后,您必须密封零件表面的微孔,以防止进一步腐蚀并提高性能。如果不密封孔隙,阳极氧化部件摸起来可能会感觉很粘。此外,张开的毛孔会积聚污垢、污染物和污渍。
以下是密封孔隙的三种常见过程:
热 DI 密封:
使用这种方法,您可以将零件浸入加热至几乎沸腾的去离子水中。水与零件反应形成水合氧化铝或勃姆石。勃姆石比氧化铝占用更多的空间并填充孔隙。
此过程简单且易于标准化。但是,它的能源成本很高,并且会导致染色部件上出现染料渗色和颜色浸出。
中温密封
与热封相比,这种方法的能耗更低,它使用溶液中的金属盐(如镍、镁或钴盐)与表面反应并填充孔隙。
这种方法更适合染色部件,并减少密封、黑穗病或表面矿物沉积。不过,它更难控制,也更难以相同的精度重复。
低温或室温密封
冷封化学品通常包括氟化镍配方,旨在与多孔氧化铝层反应并作为氟铝酸盐密封层沉积在表面上。
此过程会蚀刻表面以获得更好的附着力和性能。它还符合一些军用规范和汽车规范。但是,它可能很慢,并且可能需要热水浴来加速固化,使其更难控制。
阳极氧化有什么作用,为什么要这样做?
如果您想要高质量和耐用的铝制部件,阳极氧化是非常有益的。由于氧化层与材料表面完全结合,因此不会随着时间的推移而碎裂、剥落或开裂。油漆或粉末涂料则不能这样说。阳极氧化饰面具有很长的使用寿命,这要归功于饰面的卓越粘合性和附着力。
阳极氧化还可以使零件表面硬化至洛氏 70C,从而确保零件可以处理大量使用。由于阳极氧化部件非常耐用,因此它们通常不需要上油、调理或重新喷漆。此外,硬质阳极氧化铝是一种电绝缘体,当其他材料证明不足时,它可以作为一种可行的绝缘材料。

当您使用阳极氧化为零件赋予特定颜色时,这些着色剂和染料不会不稳定地放置在平坦的表面上。着色剂渗入阳极氧化反应产生的中空孔中。这意味着零件不会因磨损、磨损、紫外线照射和其他损坏来源而失去颜色。根据您使用的阳极氧化类型,还有多种颜色饰面可供选择。
除了这些优势之外,该工艺本身还具有成本效益,在零件的整个生命周期内维护成本也是如此。不仅如此,阳极氧化相对安全,并且与其他精加工工艺相比,产生的有害或对环境有害的副产品更少。
在对零件进行阳极氧化之前,我应该了解什么?
虽然阳极氧化是制造高质量铝制零件不可或缺的一部分,但在继续该过程之前需要记住一些事项。当然,并非所有材料都可以进行阳极氧化处理。您可能只会对铝进行阳极氧化处理,但钛、锌、钽和铌也可能需要快速的阳极氧化轮次。
要对零件进行阳极氧化处理,必须将其完全浸入溶液中。通常,这需要您将零件安装在吊架上,这意味着您的零件将包含不与待阳极氧化溶液接触的设计特征。因此,零件永远无法在其表面 100% 完全进行阳极氧化处理。
要记住的另一个因素是零件的几何尺寸和公差可能会随着阳极氧化而改变。阳极氧化会在零件上形成一层,因此在设计过程中请记住这一点。同样,阳极氧化会影响零件的表面粗糙度。
为了实现自动化,可以采用以下技术和设备:
- 工控机:用于控制整个阳极氧化过程,包括参数设置、数据记录和故障诊断。
- 自动化输送系统:包括机械手、输送带和升降机构,用于自动装卸工件。
- 传感器和监控系统:用于监测和控制电解液的温度、浓度和pH值。
- 自动化染色和封闭系统:确保染料和封闭剂的均匀分布。
- 质量检测设备:如视觉检测系统,用于自动检测氧化层的均匀性和颜色。
自动化阳极氧化工艺可以显著提高生产效率、降低人工成本、减少人为错误,并提高产品的一致性和质量。例如,东莞市希锐自动化科技股份有限公司提供的阳极氧化生产线就采用了封闭式抽风系统及环保送风系统,有效改善了工作环境并提高了生产效率 。而上海脉诺金属表面处理技术有限公司提供的自动化生产线则采用了触摸屏操作和PLC控制,实现了全自动化生产流程 。这些自动化解决方案可以根据不同的生产需求和工件特性进行定制,以满足特定的工艺要求。